

电缆绕包过程中,张力过大会导致金属带或薄膜拉伸变形,影响导电性能;张力不足则会造成绕包层松垮错位,甚至引发设备卡料。根据行业统计,30%的电缆外观缺陷与张力控制不当直接相关。 调整前的必备准备:
设备检查:确认绕包机传动系统(如伺服电机、磁粉制动器)运行正常,无机械磨损;
材料特性:不同材质的绕包带(如铝箔、聚酯膜)需匹配差异化的张力参数;
放卷轴平衡:确保放卷机构水平,避免因倾斜导致单侧张力突变;
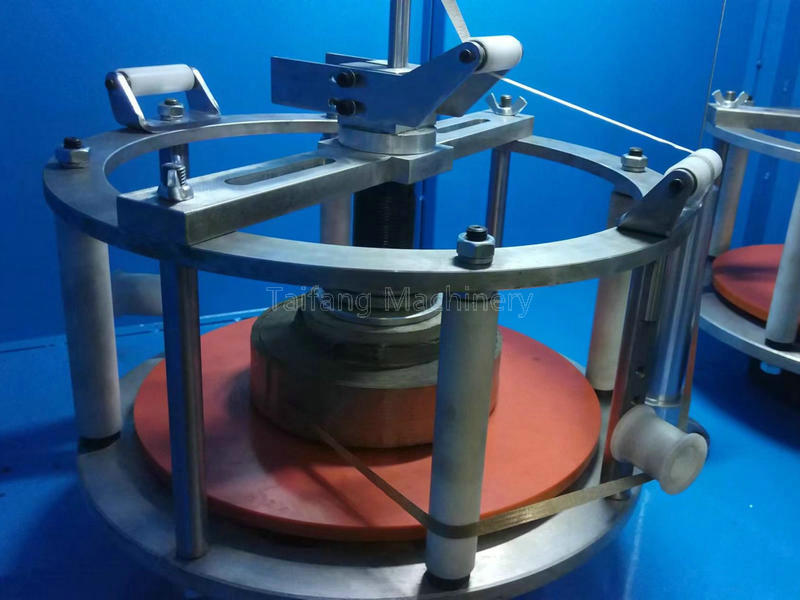
导轮角度校准:导轮与绕包头角度建议保持15°-25°,过大易造成摩擦损耗,过小则影响绕包紧密度;
案例分享:某工厂通过调整导轮支架高度,使PET薄膜绕包合格率提升12%。
PID参数优化:比例(P)、积分(I)、微分(D)的初始值建议设为P=2.5,I=0.8,D=0.3,再根据实时反馈微调;
速度-张力联动:高速运行时需增加张力补偿值,通常每提速10m/min,张力增加0.5-1.2N;
关键提示:务必开启“预张力”功能,避免设备启动瞬间的张力冲击。
使用三点校验法校准张力传感器:分别在满量程的20%、50%、80%位置加载标准砝码;
定期清洁传感器感应面,防止油污干扰信号采集。
空载测试:在不放料状态下观察设备响应,排查机械振动或电气干扰;
低速-高速渐变测试:从10m/min逐步提速至设计最大值,记录各阶段的张力波动曲线;
相比文字说明,视频教程能更直观展示以下关键场景:
张力实时监测界面的数值变化与机械动作的对应关系;
手感调试技巧:如何通过触摸绕包带判断张力是否适中(理想状态为轻微紧绷感);
故障应急处理:如突发断带时如何快速锁定张力失衡点。
| 问题现象 | 可能原因 | 解决方案 |
|---|---|---|
| 绕包层周期性褶皱 | 导轮偏心或皮带打滑 | 更换导轮轴承/调整皮带张紧力 |
| 设备显示张力值与实际不符 | 传感器零点漂移 | 执行传感器归零校准 |
| 高速运行时张力波动大 | PID参数未适配当前速度段 | 启用分段PID控制模式 |
